Smart Camera
The Smart HMI provides enterprises with comprehensive intelligent solutions for industrial monitoring, creatively integrating production control systems with security and fire protection systems to achieve coordinated management and intelligent linkage of production and monitoring under a unified platform. This solution significantly improves the safety protection capabilities and overall intelligence level of key production equipment, helping enterprises build a more efficient, reliable, and autonomous operation system, effectively achieving more automated and safer production goals, and providing solid support for the digital transformation and intrinsic safety construction of industrial scenarios.
Production Safety Monitoring
The Smart HMI can achieve high integration with heat-sensing fire detection cameras, monitoring the fire source and temperature changes of equipment or areas in the production site in real-time through the camera. Once an abnormality is found, the system will rapidly upload the signal to the Smart HMI and trigger emergency measures such as strong alarms and linkage control equipment shutdown, effectively avoiding fire risks.
This solution deeply integrates the production control system and the safety and fire protection system, efficiently overcoming the technical difficulties of flame alarms; adopting integrated hardware and software design, it significantly shortens the verification cycle, reduces implementation and labor costs, and at the same time increases disaster response speed by up to 1800%, comprehensively improving production safety management efficiency.
Production Process Monitoring

When product quality problems occur, through the defective product records combined with the full-process production data collected by the Smart HMI, it can be accurately traced to specific production batches and process links. Then, in conjunction with the integrated retrospective camera, retrieving picture or video data from the corresponding time period for playback, quickly locating the root cause of the problem, and formulating targeted improvement measures.
The collaborative solution of "Smart HMI + Retrospective Camera" can achieve efficient traceability and closed-loop management of defective products, continuously improving product quality, significantly reducing scrap rates and rework rates, saving production costs, and improving production efficiency. At the same time, it helps enterprises build a perfect quality management system, promoting the continuous optimization and improvement of production processes, and comprehensively improving the level of quality management.
Intelligent Inspection

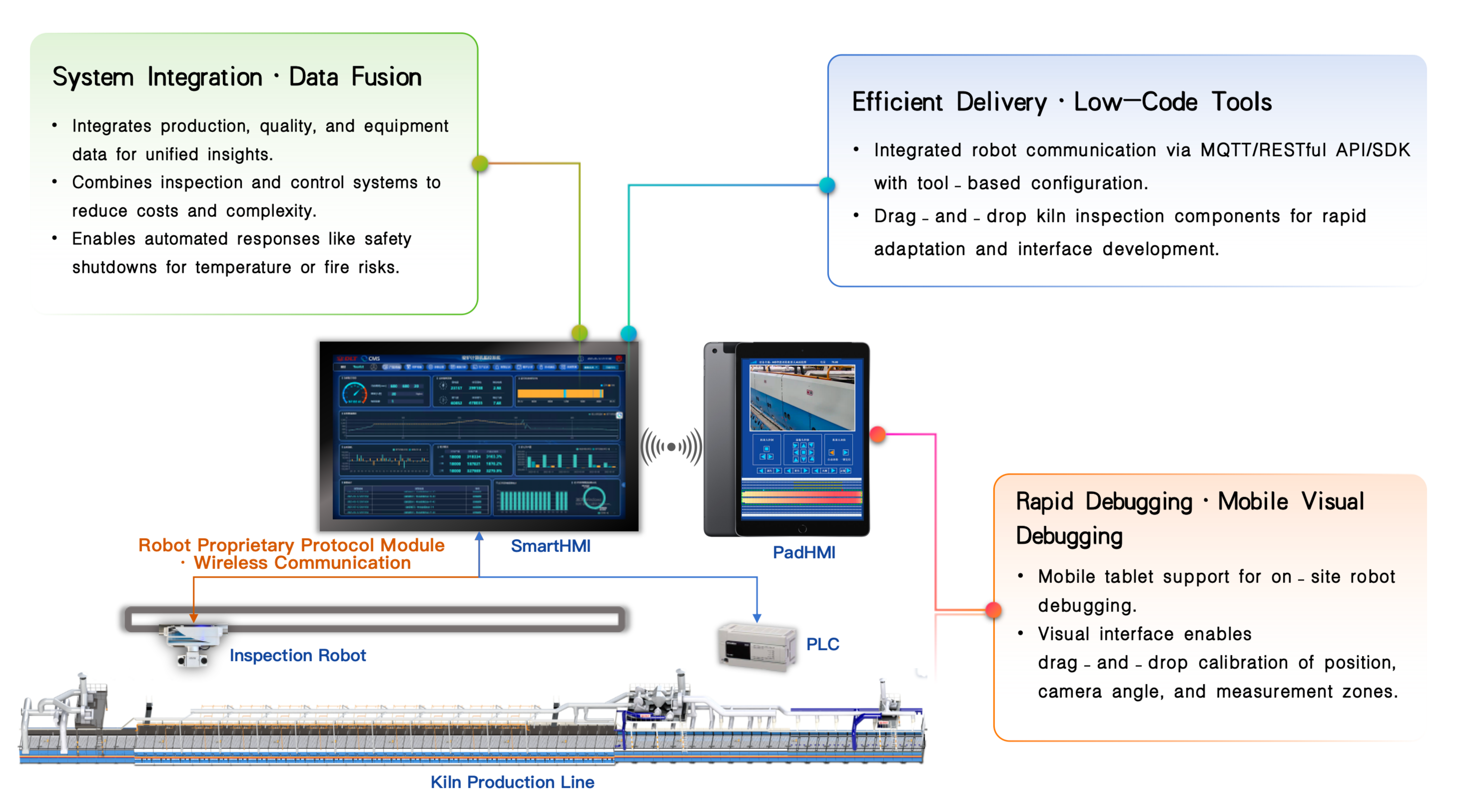
Inspection robots are widely used to replace large-scale and high-intensity manual inspection tasks in industrial sites. They support custom inspection paths and task plans, and can set inspection frequency and key areas as needed, performing real-time image acquisition and status monitoring of key equipment. By carrying multi-modal sensors such as high-definition visible light, infrared thermal imaging, and gas sensing, robots can automatically identify various anomalies, such as equipment leakage, abnormal temperature rise, smoke generation, foreign object intrusion, abnormal meter readings, etc., realizing intelligent early warning of hidden dangers. With its all-weather operation, high-frequency coverage, and blind-spot-free inspection characteristics, it significantly improves inspection efficiency and accuracy, reducing the risk of manual missed inspections and misjudgments.
After deep integration with the Smart HMI, the inspection robot can upload collected data to the large screen system in real-time, realizing visual display of abnormal information, sound and light alarm push, and linkage disposal strategy triggering, such as automatically notifying operation and maintenance personnel, starting emergency plans, or linkage shutdown protection. At the same time, historical inspection data can form a complete electronic ledger, supporting retrospective analysis and trend prediction, providing data support for equipment health management and predictive maintenance. This solution not only reduces labor intensity but also promotes the development of industrial inspection towards intelligence, digitalization, and closed-loop management, helping enterprises build an efficient, safe, and reliable smart factory operation system.